|
BARRIER LAMINATIONS GIVE BROAD RANGE OF PROTECTION
Webster defines a barrier as a
"material object or set of objects that separates, demarcates,
or serves as a barricade." But today, barrier materials, when
used in packaging, offer so much more that the topic is worth a
little elaboration.
Barrier material consists of
base material such as polypropylene, polyester, aclar, foil,
paper, tyvek and nylon, that is laminated for additional
strength and protection to polyethylene, ethylene acrylic acid,
and Surlyn (lonomer). The laminating process extends the
versatility of the barrier by providing additional protection
against water, grease, acid, chemicals, corrosion and
atmospheric changes. The material can be formed into bags, or
can be used as sheets, blankets, or shrouds.
The three functional elements
of today's flexible packaging are barrier, machineability, and
sealability. Barrier packaging seldom has one single substrate
satisfy all of these functional requirements. Consequently, you
must combine various materials to meet specific needs.
The work horse of the
laminations business is paper/polyethylene/ aluminum
foil/polyethylene. Examination of this structure in light of
the three functional elements shows:
Barrier - Aluminum foil is the
most cost-effective gas and water vapor barrier material. It has
no inherent strength .
Machineability - Paper is the
most cost-effective material which has the physical strength and
stiffness for machineability.
Sealability - Polyethylene is
the most cost-effective heat sealing material.
Typical base substrates used in
barrier laminations in ascending order of cost are: Paper,
Polypropylene, Polyester, Nylon, and Tyvek. Typical sealants
used in flexible packaging in ascending order of cost are:
Polyethylene, Linear Low Density PE, Ethylene Acrylic Acid, and
Surlyn (lonomer).
Made with any number of
flexible barrier materials, custom pouches or bags are used
extensively commercially in the pharmaceutical, electronic,
chemical, dried food, photographic, bulk vitamin and packaged
powder industries. Heat sealing the bag provides the ability to
store an item for an indefinite period of time, fully protected
according to product specifications.
Some pouches offer
moisture-vapor protection and, when combined with a material
impervious to light, are widely used in the packaging of light
sensitive chemicals and photography supplies. Other pouches
provide a flexible, heat-sealed barrier material, for
applications that require protection against the build-up or
retention of Electro-Static charges. These pouches are
especially suitable for packaging electronic parts and equipment
for storage and shipment.
BARRIER BAGS, SLEEVES AND TUBING--INTERIOR PACKAGING
MIL B-117 covers heat sealable,
interior packaging bags, sleeves and tubing required by the
Military Services for the protection of supplies during
transportation and storage under all climatic conditions.
Intended Use. The bags, sleeves
and tubing covered by this specification are intended for use as
containers to provide various degrees of protection to the
contents. Transparent bags are intended for use where
transparency is desired to facilitate visual inspection of the
enclosed product.
Bags shall be formed using two
sheets or by folding one sheet of material. Heat sealable
surfaces of the specified material shall be placed face to face.
Heat sealing along both sides and the bottom edge. Transparent
bags fabricated by the side weld process shall be folded and
have two side seams. The side seams shall be parallel to each
other and the outer edge of the bag. The bottom seam shall be at
right angle to the side seam. When specified, bags 12 inches or
less in length, with a mouth opening of 10 inches or less, shall
be provided with a lip by extending one edge of the mouth 1/8
inch ( + 1/16 inch) beyond and parallel to the outer edge. The
length of the lip shall not be included in the dimensions of the
bag. Bags fabricated from sleeves or tubing shall consist of a
bottom seam and do not require a lip.
FLOWABLE CUSHIONING
A variety of competitive loose
fill and free-flowing materials are available. The vast majority
are made of expanded polystyrene and their cost per cubic foot
is lower than most other packaging materials.
Flowable cushioning floats your
product to prevent damage during transit. Millions of tiny air
bubbles in the foam act as shock absorbers to cushion bumps and
jars. Most flowable cushioning interlock to hold your product
securely in position. There is no shifting or settling to expose
an item to damage.
Flowable cushioning eliminates
the need for a variety of expensive packaging materials such as
die-cut inserts, corner blocks and molded foam parts. Many
products, regardless of size, shape or weight, can be easily and
economically packed in standard carton sizes with loose fill
flowable cushioning.
Shrink Wrapping
By Richard Buchau National
Sales Manager Shanklin Corporation
Shrink wrapping is placing a
tightened wrap around a product and/or group of products.
Shrink packaging usually
involves two steps: (1) wrapping the product in a full or bag
wrap; (2) applying heat to shrink the film tight and neatly
around the product.
Shrink-film usage involves two
distinct groups: (1) polyolefin films and (2) polyvinyl
chlorides (PVC). These are used for a normal retail application,
where appearance is a major criterion. A shrink polyethylene is
also available. There is a wide variety of shrink films
available with a range of properties and characteristics to
allow the many options needed for performance and desirable
economy. In normal applications, a three-dimensional item is
placed into a flat two-dimensional pouch. This will produce
excessive film in the corners that should be shrunk up tightly
against the corners of the item being wrapped.
Semi-automatic, automatic, and
form-fill-seal type wrapper are offered in single or two web
film models. Major consideration in selecting a wrapper would be
product size, pattern flow, cycles per minute, whether
centerfold, flat, sleeve or a bag-type film, custom design and
cost.
As for tunnels, factors to
consider are size of tunnel, speed in feet per minute, heating
method, air velocity, conveyor speed and cost.
Once the product has been
properly wrapped, the next step is to shrink the film tightly
around the item being wrapped. To do this, not only heat but air
velocity or turbulence within the tunnel is needed from all
directions. This will properly excite the air which will act as
a temporary superstructure to raise and support the film away
from the item so it can be heated to the proper temperature to
release the shrink energy. If not, the item will act as a
heatshrink and improper or partial shrinkage will result. An air
hole in the sealed bag will allow gradual reduction of air
pressure within the package and the film will draw tightly
against the item.
Stretch Wrapping
By Patrick R. Lancaster IL.
President Lantech, Incorporated
Stretch wrapping is the method
of unitizing and protecting pallet loads or groupings of
individual containers of product by applying layers of plastic
film. The film is mechanically stretched to increase its yield
and create a rubber band effect to keep the load unitized.
There are basically two
approaches in stretch wrapping: pass-through and rotary.
In pass-through systems, a roll
of film is located on each side of the conveyor system. The
ends of the rolls are joined by a heat seal, forming a film web
across the conveyor and through which the pallet load passes. As
the load moves through the wrap area, the film is pulled around
the front and sides of the load. The back of the load is
covered as the sealing heads move together and seal the film
ends. Pass-through systems are typically automated and use webs
of film which are approximately the same height as the loads
being wrapped. This method applies a single layer of film,
typically ranging from 3/4 to 3 millimeters thick.
With rotary systems, the wrap
cycle is accomplished by rotating the load on a mechanically
driven platform and applying multiple layers of film, ranging
from 1/2 to 1-1/2 millimeters thick. Yield is between 20 and
300 per cent. Rotary systems can be either spiral or full web in
terms of the manner in which they apply film.
The spiral approach uses a 20-
or 30-inch film web which moves up and down the load during the
rotation cycle. This method provides the flexibility to
accommodate loads of varying height. It allows the operator to
program the placement of the film on the load by regulating the
speed of the up and down travel and selecting the wrap counts
which apply additional layers of film to the top and bottom of
the load. The full-web approach similar in some respects to the
pass-through method, uses a web of film ranging from 40 to 85
inches in width. The web width is selected to match the height
of the loads being wrapped. As the load rotates, a full web of
film is applied, covering the entire surface of the load with
each revolution.
Basically, there are two
methods of elongating or stretching film--conventional or
pre-stretch.
The conventional design uses a
friction or magnetic brake on the film roll shaft or mounted
against the film roll. The function of the brake is to restrict,
to a degree, the unwind of the film. As the load rotates, it
generates a pulling force on the film, and the difference
between there restricting force of the brake and the pulling
force of the load creates the film stretch.
In the pre-stretch method, the
film is stretched primarily before it is applied to the load.
The film passes between or around two rollers, the second
turning faster than the first. Generally, the rollers are
mechanically connected or electronically controlled to regulate
the speed differential. Pre-stretch isolates the load from a
significant portion of the forces it takes to stretch film and
consequently allows higher film stretch.
Stretch can be changed by
altering the mechanical ratio of the two rollers and thereby
increasing or decreasing the speed differential between them.
The addition of a motor provides assistance to the roller
rotation and produces a greater range of flexibility to adjust
or regulate the amount of stretch force that is applied to the
load by the film.
Stretch ability is the measure
of how far a given film can be stretched over a given load
profile. To the load, stretchability is important because the
amount the film is stretched determines the force exerted by the
film on the load.
Often overlooked, restretch
force is the measure of the force available to restrict further
movement of the load once it is encapsulated in film.
The higher the restretch force,
the more effective the load unitization.
Film strength or breaking
strength is another important film load-holding property. Quite
simply, film strength is the measure of the ultimate force which
can be brought into holding the load before film failure.
Strength is especially important in sustaining or arresting the
forces of impact. The strength value of film is generally
expressed in terms of pounds per square inch of cross-sectional
area, or simply psi. And, depending upon the film type,
strengths may range from 2,500 to 7,000 psi.
Stretch-wrap equipment
Today's stretch-wrap equipment
offers a broad range of machine configurations, production
capabilities, features and operator requirements.
The simplest method involves a
hand-held roll of film, 10 to 20 inches in width, with a
mechanical stretch mechanism for spiral wrap or top banding
applications. The operator walks around the load and applies the
film. There are also wheel-mounted assemblies which can be
pushed around the load generally for full web applications, and
turntables or platform devices which are foot-pedal controlled
to rotate the load as the operator applies film from a hand-held
dispenser.
Platform-turntable units vary
greatly in price, performance and operating features. The load
is placed on a turntable by a fork lift or pallet jack. The
operator attaches the film to the load and then activates the
wrap cycle. The turntable rotates, and the film, either spiral
or full web depending on the model, is applied to the load.
Several variations of the
platform approach allow the pallet to remain stationary while
the film-dispensing mechanism moves around the load.
"Straddle-type" models are designed with an overhead-mounted
film arm which rotates around the load, and robot models that
travel around the perimeter of the load.
Gravity roller and powered
conveyorized semi-automatic models are intermediate in operation
and price between platform and fully automatic systems. Loads
are fed by conveyor into the wrapping zone, wrapped and
discharged to an exit staging conveyor. These systems are
typically loaded and unloaded by forktruck. They require an
operator to sequence the pallets, attach the film to the load
and activate or control the wrap cycle. Their greatest advantage
is the increased production capability they offer over platform
units.
Fully automated conveyorized
systems are available in pass-through and spiral or full-web
rotary models. Product loads are fed into the infeed conveyor
system by palletizer, load former, robot or fork truck. The
loads are staged on the infeed conveyor system and automatically
sequenced into the wrapping station. The load is wrapped and
then discharged onto the exit conveyor system. The entire
program is automatic, and no operator is required.
Of growing interest is stretch
bundling, the unitizing with stretch film of a group of
individual products, in less than pallet-load quantities.
Generally, two or more bags, cartons, rolls or sheets are
stretch wrapped together to create a bundle. As with pallet
overwrap applications, the film holds the bundle together and,
at the same time, provides product protection from contamination
or damage. This form of stretch bundling has become a popular
replacement for more expensive corrugated and heavy or specially
treated kraft containers.
Shrink Films
By Fred Calmes Films Market
Development Manager Cryovac Division, W.R. Grace & Company
Most shrink films are
manufactured from polyolefin resins (primarily polyethylenes,
ethylene-propylene copolymers, polypropylenes and
ethylvinylacetates) or polyvinyl chlorides. The types of films
produced from these resins range from industrial commercial
grades, such as shrink polyethylene, to specialized commercial
products such as polyvinyl chlorides, blended monolayer
polyolefins and co-extruded polyolefins.
Generally speaking, the shrink
polyethylenes are used in bundling, individual case wrapping,
carton palletizing and other non-retail applications. Polyvinyl
chlorides and polyolefins tend to be used in retail display
items which need the special marketing and merchandising
attributes these films exhibit.
Shrink films were first
introduced in the early 1960's and were generally used to
contain products and prevent pilferage or as dust covers to keep
products clean. One of the early marketing break throughs
brought record albums from behind the counter into a
self-service, mass-market concept. The clarity and gloss of the
new films also enhanced the graphics of the record jacket.
Previously, LPs had been wrapped in a hazy, non-shrink
polyethylene.
With the advent of larger
stores and the increased emphasis on self-service, shrink films
began to play a major role in merchandising thousands of
products. The optics and cleanliness of shrink film lent a
quality image as its use expanded into hardware; household
items; all types of paper goods including stationery, gift wrap
and greeting cards; prepared foods such as fresh or frozen
pizza, taco shells and dairy products; automotive accessories;
and toys, games and hobby kits.
Shrink films are available in
center-fold or single-wound form in thicknesses ranging from 50
to 150 gauge for polyolefins and up to 200 gauge for
polyvinylchloride (PVC). Center-folded films are used on L
sealer equipment. The package is placed on the loading tray and
transferred into the seal area where a hot-wire seal is made on
the open front and side of the film. A small vent hole is formed
on the film to allow air to escape during the shrink process.
The product is then conveyed into a hot-air tunnel where the
film initially balloons and then shrinks tightly to the package.
Depending on product size, speeds of up to 15 packages per
minute can be obtained on manual L sealers and up to 30 per
minute on automatic L sealers.
Higher speeds can be attained
using horizontal or vertical automatic form-fill-seal equipment
with single-wound film. In this process, a specially designed
forming shoe is used to wrap the film around the product. It's
secured with a static or thermal lap seal on the bottom or side
of the package and by a hot-wire or hot-knife trim seal on the
front and back. Complete and carefully designed packaging
systems consisting of automatic infeeds, indexers, collators,
high-speed shrink tunnels and collecting areas can reach speeds
of up to 250 packages per minute.
Industrial grade polyethylene
film may have a variety of end uses, especially when packaging
speeds or film characteristics aren't critical. It's often used
for bundling large cartons or over wrapping trays containing
canned goods or beverages. Available in very thick gauges, it
can also be used to protect heavy items during shipment. Since
it is hazier than most other shrink films, it is not usually
recommended for packaging retail items.
PVC resins, due to their
high-density, amorphous molecular structure, enable
manufacturers to create films with very specialized properties.
For example, they're a good choice where low shrink tension is
necessary. The new soft-shrink polyolefins are also a viable
option for such items as flat sheets of gift wrap, stationery,
single-set sheets, pillow cases and other textile products.
Another feature of PVC is the
ability, during the manufacturing process, to vary the shrink
tension in longitudinal and transverse directions. Having a high
percentage of shrink in one direction enables it to run on
sleeve-wrap equipment, resulting in the common "bull's eye"
package with circular openings at both ends. When produced with
mono-axial shrink, it makes excellent neck bands for
tamper-evident packaging.
Finally, PVC has very good
clarity, a wide seal-temperature range and low-temperature
shrink. The latter two characteristics enable this family of
films to perform well on less expensive sealers and tunnels
and/or poorly maintained equipment.
Some of the limitations
encountered with PVC include loose packages due to low shrink
tension, weak and charred seals marked with pinholes and film
relaxation. In addition, the film must be stored at least at
room temperature or below to prevent shrink-back. It can also
become quite brittle at temperatures below freezing, causing
problems when wrapping products that are frozen and/or shipped
during the winter. Unless seal temperatures are closely
controlled and the packaging area vented, equipment corrosion is
common. Over a prolonged period of time, these films will also
tend to become brittle and discolored.
Polyolefins, because of their
crystalline molecular structure, offer a wide variety of
characteristics. They usually appear in formulations of
high-density or low-density polyethylenes, linear-low or linear
medium-density polyethylenes, ethylene/propylene copolymers,
ethyl vinyl acetate, or multilayered combinations. They are
dimensionally stable and biaxially oriented to provide a
balanced shrink. They are tough and clear. And due to their
higher shrink tension, they shrink very tightly to the product.
When irradiated, the molecules become crosslinked to provide an
even tougher and more abuse-resistant film.
Polyolefins are very stable
under long term storage conditions. They are able to withstand a
temperature of -60°F. or lower, making them ideal for packaging
frozen products. Due to the higher modulus of these materials,
the resultant stiffness and flatness make them an excellent
choice for high-speed automatic equipment. Finally, they produce
clean, non-corrosive films that will not leave char marks,
corrode equipment, discolor or relax and lose dimensional
stability.
There are a few limitations of
polyolefin films. These include the possible distortion of
non-rigid products because of high shrink tension. However, new
developments have lead to soft-shrink polyolefins. Some sealing
difficulty may also be encountered when running the material on
poorly maintained L sealers. It may not shrink well when
conveyed through tunnels with little air velocity or inadequate
temperature controls.
New technologies in
co-extrusion have made possible multilayer shrink films,
allowing the creation of products specifically tailored to meet
a packager's needs. High oxygen, moisture or aroma barriers and
solvent resistance are just a few possibilities utilizing this
technique. Special additives, blended in during production, are
also making possible antifog and antistatic films.
Linear low-density
polyethylenes (LLDPE) have contributed greatly to improved
abuse-resistance of shrink films. They've also reduced the
energy requirements of packaging lines by sealing and shrinking
at lower temperatures. Although usually available as a
monolayer product, LLDPE may find its greatest use in coextruded
films.
Co-extrusion allows the
incorporation of the positive aspects of various polymers into a
single multiply material. The toughness of LLDPE can be combined
with the excellent machinability of ethylene/propylene
copolymers to make a very strong film that can easily run on
high-speed automatic machinery
The 1980s have seen an
explosion in market demand for shrink films. They've become an
excellent choice for tamper-evident packaging, which is
increasingly important to the pharmaceutical and food
industries. Printing the surface with a company logo provides
even greater protection. Additional advantages have been derived
because film enhances the appearance of the package, creating a
premium image. Dairy products such as ice cream, cottage cheese
and yogurt have been quick to capitalize on these points.
With the recent introduction of
automatic collating equipment, shrink film can eliminate trays
or boxes, saving literally tens of thousands of dollars. The
rapid growth of the warehouse discount-club concept and its
demand that many items be sold in multiple units have greatly
increased the need for this type of unitized packaging. Contract
packagers, sheltered workshops and food processors have been
quick to accommodate this market.
Home entertainment applications
such as video cassettes and compact discs, and commercial
products such as floppy discs and computer software are among
the newest markets for shrink films. They've adopted films to
protect sensitive surfaces from microscopic contaminants--a
major hazard in their business--and to improve package
appearance. Antistatic films are a natural fit in this market.
Stable electrostatic
dissipative films, designed to package and protect circuit
boards, semiconductors and other static-sensitive products have
recently been introduced in the market place. These materials
are generally noncorrosive, transparent and compatible with the
polycarbonates that are used as "boards" in the electronic
industry. These are part of a new generation of specific
characteristic protective products that go far beyond the
traditional uses of shrinkable films.
The new barrier films are
another example of these highly sophisticated products. Barriers
can be engineered to contain the smell of naturally aromatic
products such as mothballs, or prevent off-odors from
contaminating sensitive consumer items such as chocolates and
beverages. Recent work even promises that they can help retain
important nutrients in foods during storage.
Another sophisticated new
product is a microwavable, antifog film that's currently being
used for consumer-sized packages of fresh-cut, trayed
vegetables. Its respiration rate is keyed to match that of the
product. Its antifog characteristic keeps the vegetables clearly
visible for maximum consumer impact --an important asset for
high-moisture, refrigerated products.
The markets for shrink film
will continue to expand as new technologies develop products
with more specialized characteristics. We're fast approaching
the day when "designer films" can be manufactured to meet the
most demanding requirements.
Stretch Films
By Bob W. Griggs Marketing
Manager Bemis Company, Incorporated
Stretch films can be stretched
to varying degrees depending upon the item or products being
unitized. Stretch films are applied to bundles, pallets of goods
and single items to provide product protection and maintain the
integrity of the items or loads.
Several different kinds of
stretch films are used. Low-density polyethylene, ethylene vinyl
acetate, linear low-density polyethylene and EVA-LLDPE blends
are dominant. LDPE films, introduced in the early '70s,
represent a small segment of the market today. EVA, a copolymer
stretch film, was introduced in the mid 1970s. The major
requirements for a good film include stretch, cling, strength
and stress retention--all of these properties are good to
excellent in this film group. LLDPE films, introduced in the
late 1970s, have very good to excellent properties of stretch,
strength and stress retention.
Film properties have a bearing
on how the unit is wrapped, stored, shipped and received at its
final destination.
Cling is the tackiness that
causes the film to stick to itself. Cling provides load
integrity by keeping the end of the film stuck to the wrap, and
causes the layers of film to laminate to each other on the load.
This layer-to-layer adhesion of the film holds the load
together.
There are several things that:
can affect the cling characteristics of a film. They are heat,
humidity, dust, dirt and the amount of stretch applied to the
film before it is applied to the unit or pallet. Film may have
adequate cling before it is stretched but not after.
The stiffness of a film also
has a bearing on its ability to stick to itself or maintain
adequate cling. Stiffer films are more difficult to stick to
themselves since they tend to pull away from the next layer.
Generally, softer films exhibit better cling characteristics.
Stretch is a film's ability to
elongate when a pulling force is applied. This pulling force is
applied either by the braking action on a stretch-wrapping
machine or manually. Generally as the percent of stretch
increases, the narrowing of width tear properties and the force
to the load increase while the gauge decreases. Most new
stretch-wrap equipment is designed to permit films to be used at
higher stretch levels while reducing neckdown and the force to
the load.
Puncture and tear resistance
are a measure of a film's ability to resist being punctured. If
punctured, as often happens in handling and shipping, it is a
measure of the film's ability to resist zippering to a point
where the film breaks.
Stress retention is the ability
of a film to retain the holding force that is applied to the
load or unit at the time it is being wrapped. All films relax
after they are put on the loads. The amount of relaxation
varies from film to film. The critical factor is that the
relaxation is not so great to cause the load to lose its
unitized integrity.
Yield means how much effective
stretch can be obtained from a film and still satisfy the other
requirements. The maximum yield obtained will vary depending on
such things as the weight, height and configuration of the load
as well as storage and shipping conditions.
Differential cling means that
one side of the film has more cling or tack the other side. This
permits the loads to have good load integrity or good
layer-to-layer adhesion with less cling on the outside of the
film. This low cling outside prevents the loads from blocking or
sticking to each other during storage and shipping.
In general, as the temperature
decreases, the cling characteristics of a film decrease. In
refrigerated and frozen food application there is a need for
good cling in temperature as low as 0°F. to -20°F. Some stretch
films maintain reasonable cling characteristics ill those
conditions.
Anti-static stretch film is
used in environments requiring a quick decay of static charges
generated during the wrapping) process. This property is
required in places such as aerosol packaging, paint
manufacturing, explosives and highly volatile environments.
Virtually all types, shapes:,
sizes and weights of unit loads are stretch wrapped both with
and without pallets or slip sheets. Stretch films are also used
to bundle many sizes, shapes and weights of goods which are
shipped as a bundle.
There are many ways to apply
stretch films to the pallets, units, bundles, etc. These methods
run all of the way from simple, inexpensive hand-held devices to
expensive fully automatic machines tied into fully automatic
palletizing, and conveyor systems. To get maximum benefit from
your system, the equipment must be properly designed and then
properly adjusted and maintained.
Load configuration is a factor
to consider when selecting the best film for the job. A film
that can adequately wrap a regular shaped load may not be strong
enough or have the puncture resistance required to handle an
irregularly shaped load. Even a regularly shaped load that is
smaller than the pallet will require a stronger film if the load
is to be tied to the pallet. The prestretch systems on the newer
equipment can lessen some of the load-shape problems.
The make-up of the load can
influence the type of film used as well as the force applied to
the load. A very light, fragile, low-density load that can be
easily crushed will require a different film type, gauge and
number of wraps applied to the unit than a heavier, rigid,
high-density load.
The type of equipment to apply
the film can have a bearing on the type of film used. New
machines are demanding of the films in terms of prestretch, the
system used, the speed of film application and forces applied to
the loads. All equipment changes have a bearing on the films
used.
You must test a film and its
application methods to select the proper film. Your products
must be wrapped on your equipment and shipped by your normal
methods to determine film effectiveness and cost efficiency.
These wrapping tests should be done with the film supplier
present during the wrapping.
DESICCANTS
Desiccant is used in packages
to protect products from damage caused by humidity and water
vapor. Desiccant is an extremely effective moisture absorbing
agent and is non-corrosive. It is inert, odorless, tasteless and
non-toxic. It meets Method II packaging standards described in
Mil P-116, which covers the basic requirements of military
packaging methods of preservation. Method II involves packaging
an item within a sealed water- and vapor-proof package,
enclosure. or container and providing desiccant inside to
prevent rust, corrosion or mildew. By enclosing desiccant, the
unit is held below 40% relative humidity for at least 18 months
to two years.
Desiccant is best utilized when
used in conjunction with sealed barrels, containers or barrier
bags. It is used effectively in the packaging of components and
instruments for the aerospace, computer and electronics
industries. Desiccant can also be used in packaging that does
not strictly conform to MIL Specs.
When properly applied,
desiccants can:
·
Prevent corrosion
and related damage to machine parts, optical equipment, tools,
cameras, medical instruments, and a variety of other products.
·
Prevent mildew
and rot in clothing. food products and documents.
·
Maintain the
activity of moisture-sensitive chemicals and the potency of
pharmaceuticals
·
Absorb moisture
that may lie on top of containers of chemicals or petroleum
products.
·
Enhance the
handling properties of hydroscopic materials, such as
maintaining powders and seeds in a free-flowing state
How do these tiny beads absorb
the moisture? The water vapor is attracted and held by the
microscopic pores and capillaries of the desiccant particles.
And, desiccant can be reactivated and reused many times, simply
by heating it in its own bag or package, at 250°F (120°C) for 16
hours.
Definition of Desiccant Unit
(MIL-D-3436D-3.3)
A desiccant unit is that
quantity of desiccant which will absorb at equilibrium with air
at 25°C at least the following quantities of water vapor:
(A) 3.00 grams at 20 percent
relative humidity and (B) 6.00 grams at 40 percent relative
humidity. In testing bagged desiccant an allowance will be made
for normal manufacturing variations. In connection with such
inspection testing, unit absorption capacity shall be at least:
(A) 2.85 grams at 20 percent relative humidity and (B) 5.70
grams at 40 percent relative humidity.
11.1 HUMIDITY INDICATOR CARDS
When using desiccant for long
term storage of products in a sealed barrier bag or sealed rigid
container, it is recommended to use Humidity Indicator cards or
plugs. These are simple means of indicating it the Desiccant
inside the bag or container is currently active. If it is not,
the container or bag should be opened, and the Desiccant
replaced.
Note: KEEP CONTAINERS TIGHTLY
SEALED TO PREVENT DESICCANT FROM ABSORBING MOISTURE
Aluminum Foil
By Flexible Packaging Division
Reynolds Metals Company
Of the raw materials commonly
available to produce flexible packaging, only aluminum foil can
provide an absolute barrier to gas, moisture and light
transmission. Further unlike other materials, these barrier
properties are relatively independent of gauge, particularly
when aluminum foil is combined with other materials. Aluminum
foil's pleasing metallic surface provides an upscale or quality
image to packaged products. Foil can be coated, laminated,
printed and embossed in a variety of ways.
By definition, aluminum foil is
any gauge or thickness less than 0.006 inches. Bare foil for
household and food service wrapping applications generally is
less than 0.001 inches in gauge. Gauges for converter foil,
which is combined with other materials to make flexible
packaging products, are generally less than 0.0005 inches; foils
currently being produced commercially go down to 0.0002 inches.
In certain applications, such as lidding stock for plastic or
aluminum containers, thicker foils of 0.001 to 0.003 inches may
be used in combination with coatings, extrusions and/or films to
provide a tough, high barrier , peelable lid.
Aluminum foil is produced from
direct chill (or DC) cast ingot or from continuously cast sheet.
In the former process, ingots produced by the DC method measure
15 or more feet in length, 6 feet or so in width, and up to 2
feet in thickness. These massive ingots are "soaked" at high
temperature, hot rolled to an intermediate gauge, then cold
rolled to foil gauges. In the continuously cast process, an
aluminum sheet varying from 1/4 to 1/2-inch in thickness is
produced from molten aluminum. This sheet is then cold rolled in
a series of rolling mill passes to the final foil gauge.
For flexible-packaging
applications, the aluminum used to produce foil is relatively
pure with only minute amounts of silicon, iron, copper,
magnesium or manganese added to produce desired properties. As
the metal passes through the various stages of rolling, it
work-hardens. This hardening can be relieved or tempered by
annealing--reheating the metal to a point where the rolled-in
stresses are relieved or eliminated by full recrystallization.
Foil usually receives at least two anneals--one approximately
midway through the rolling process and the second at finish
gauge.
During the production of
aluminum foil, in gauges below 0.001 inches, two webs of metal
are fed together, or doubled, into the rolling mill and rolled
to finish gauge simultaneously. They are then separated into two
single rolls for slitting, spooling, annealing and shipment to
the user packager. This practice produces a material that
presents a different appearance on either side of the foil. The
side that is next to the highly polished steel rolls of the mill
develops a bright, shiny finish. The other side, that next to
the other sheet of aluminum foil, develops a satin sheen finish
called matte. There is no major chemical or other difference
between the two surfaces of the metal as received by the
packager, but the two surfaces differ substantially in
appearance.
At the final gauge, the
aluminum foil is once again annealed to produce a final product
with the desired softness or temper and to prepare the surface
for its end use. Changing the final annealing practice can
result in a range of metal hardness, from intermediate temper to
"dead soft," required for most flexible-packaging applications.
In the case of converter foil used inflexible-packaging
applications, the final annealing step also removes residual
oils from the rolling operation and produces a clean surface
suitable for bonding to the inks, coatings and adhesives.
Aluminum foil is generally shipped in widths up to 72 inches in
rolls.
Aluminum Foil in Packaging
Aluminum foil is used in
flexible packaging as a plain metal or printed metal surface for
appearance purposes or for its barrier properties, formability
or other functional characteristics. Often both are combined in
the final package.
Foil is often used to convey
the look and feel of quality to a package. Many products utilize
foil's aesthetically pleasing appearance; classic examples
include cartons, labels and overwraps. Foil's appearance can be
further enhanced by its ability to be printed, through
rotogravure, flexographic, offset or letterpress processes. The
foil surface may first be treated to promote ink adhesion. After
printing it may be given a clear overcoat for protective
purposes or to provide desired machinability. It may be
partially printed to present a pleasing contrast or be
completely covered with ink.
When foil is to be used in a
packaging structure for its barrier properties, it is usually
necessary to protect the foil from rough handling, external
elements and/or the packaged product. A classic foil-bearing
structure used in packaging is
paper/polyethylene/foil/polyethylene. In this instance,
polyethylene protects the foil and provides a heat-sealing
medium. A whole host of other packaging structures are now in
the marketplace utilizing foil with films, paper, extrusion
coatings and laminations, etc.
Below thicknesses of 0.0010
inches, foil may contain occasional minute openings called
pinholes. These are created during the rolling process and may
result from inclusions in the foil, particles in the rolling
fluids and a number of other factors. Actual pinhole counts can
vary substantially in thinner gauge foils, but generally will
tend to increase exponentially from virtually none at 0.001
inches to several hundred per square foot at ultra-thin gauges.
As a benchmark, one popular commercial specification states a
pinhole count of 65 per square foot or less at 0.000285 inches.
As a secondary measurement of pinholes, the rate of water vapor
or gas passing through bare foil will be a function of the
combined areas of pinholes present. A chart in ASTM standard
B479 shows typical water vapor transmission rates for 1145 plain
aluminum foil at 100°F and 96 percent relative humidity.
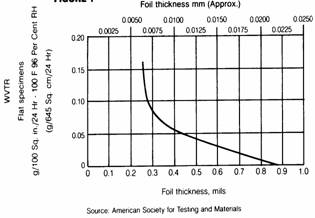
Typical water vapor
transmission rates for 1145 plain aluminum foil at 100°F and 96%
relative humidity.
While larger numbers of
pinholes may be expected in ultra-thin converter foils, the
moisture and gas transmission rates are still substantially
better than virtually any competing raw-material option.
A second physical concern in
the use of foil in flexible packaging is "flex cracking" which
can create the same type of barrier permeability as a pinhole.
However, by properly sandwiching the foil in a protective
structure, flex cracking can be significantly reduced or
eliminated. Shipping tests, vibration tests, drop tests, etc.,
are generally performed on developmental foil-bearing structures
where the prevention of flex cracking is of critical importance.
An even more complex issue than
pinholes or flex cracking is the protection of foil from
internal or external chemical attack. In a classic example, a
foil-bearing structure may be desirable to fully protect a
high-acid food product. However, if the high-acid food product
reaches the foil, the foil will react, producing hydrogen gas.
Similarly, highly basic materials penetrating to the foil
surface can act to corrode the foil, thus hampering its barrier
properties. Therefore, careful selection must be made to assure
that internal (or external) films, coatings and adhesives are
used so that the foil is protected from potentially damaging
elements.
As with the testing done for
flex cracking, a whole series of environmental and product
compatibility tests are performed on developmental foil-bearing
structures to ensure that a suitable barrier is maintained for
the expected shelf life of the product.
The unique functional
characteristics of aluminum foil and its aesthetically pleasing
appearance assure its continued and growing use as a packaging
material, particularly when combined with a rapidly increasing
choice of other materials in composite packaging structures. |
